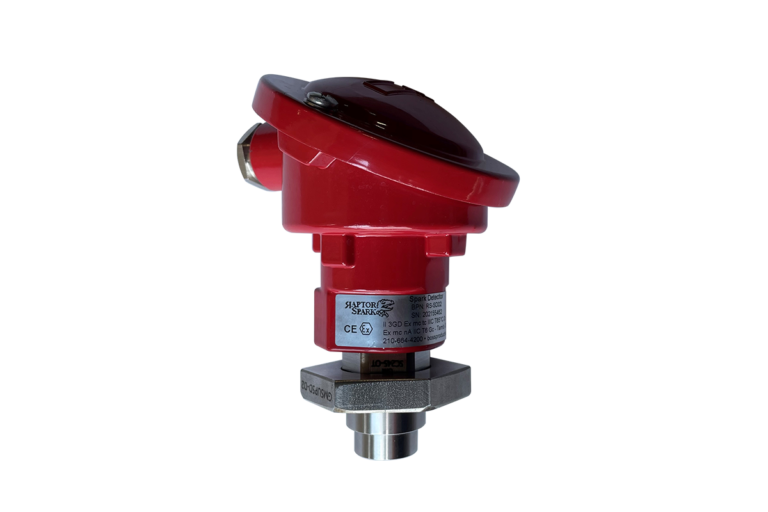
The Raptor Spark™ Dust Probe RS-DP03 is a microprocessor based instrument that is designed to detect and measure dust emissions caused by leaks in filtration media. Design characteristics include precalibrated digital optically isolated outputs and a set of LED indicators.
The dust probe uses the principle of the displacement of the electric charge in the electrode, induced by the electrical charges, carried by dust immersed in a gaseous fluid.
The amount of electric charge dynamically induced on the electrode is proportional to the amount of dust present in the gaseous fluid. An increase in the concentration of dust, causes a proportional increase of the signal that reaches the microprocessor.
Applying sophisticated mathematical algorithms, the individual powder particles are counted so as to be able to calculate their concentration.
The computed values can be stored internally in order to be drafted in the future, or sent via RS485 serial transmission, or PWM 4/20 mA to an external control unit for further analysis.