Achievements
breadcrumb >> list
Case Study #1
Leading Manufacturer in Optical Solutions
Founded in 1984, our customer is one of the leaders in manufacturing and supplying optical solutions. They provide products and services to meet the vision needs of millions of Canadians. They take great pride in the quality of their products.
With their expertise and cutting-edge technology equipment they able to create lenses that offer the best visual performance on the market and offer a variety of superior quality lenses.
The Challenge
A few years ago, our customer built a brand-new facility with cutting edge technology. They own 8 MEI Edgers which are used to edge, drill and groove lenses, this creates plastic shards, chips and dust. The client called CAPT-AIR in to supply a central dust collection system to handle all 8 machines. The system had to comply with NFPA and CNESST standards for combustible dust. Additionally, we had to ensure the following:
Design Criteria
- Proper transport velocity and airflow in the ductwork at any time and under different conditions
- Quick Connect ductwork that can be easily removed, cleaned out, then replaced without tools
- High-efficiency filtration for air return in the plant.
The Solution
- The contaminant and dust are captured at source by using 4” Ø and 6” Ø depending on the machine.
- The captured dust is transported in Quick Fit ducting and travels at speeds of over 4500FPM.
- The main Duct is 18’’Ø connected to 6000CFM Donaldson Dalamatic DLMC2/4/15 dust collector.
The Equipment
- One (1) Donaldson Dalamatic DLMC2/4/15 Dust collector with pulse jet filter cleaning system
- 30HP Suction fan 575/3/60
- Six (6) Explosion vents with deflectors
- ATEX Approved 18’’ Inlet and 22’’ outlet back draft dampers
- ATEX approved 14’’ Rotary Airlock
- HEPA housing with HEPA filters
- Dust Level detector
- High temperature Fire Detector
- Pneumatic transfer system to transport contaminant to 20cu yd dumpster
- Complete Quick-Fit Ductwork
- Complete control panel with Alarms management
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Case Study #2
Leading Non-Profit Providing Laundry Services to the Health Sector
Established in 1966, a non-profit organization provides laundry cleaning services to over 50 public hospitals and diverse healthcare installations in and around Quebec City.
They support their healthcare customers with linen, laundry and surgical sterilization services.
Their mission is to provide efficient and reliable linen management to meet their client’s needs.
The Challenge
After operating for several decades from the same facility and seeing volumes of linen to be treated continuously increase, they invested in a new facility.
Most industrial and healthcare laundry facilities are built along the same lines i.e. using monorail systems for conveying linens through the different steps of the cleaning process and delivering cleaned products measured on the basis of weight.
These systems require large floor space, similar to what can be seen in a merchandise train terminal, buffering large linen bags throughout the process chain.
Also, knowing that a hand towel can lose over 30% weight after several cleaning/drying cycles, their clients have been asking for cleaned garments lots to be quantity based instead of weight-based, providing them with easier linen management. This is impossible to do other than manually counting when using a monorail system.
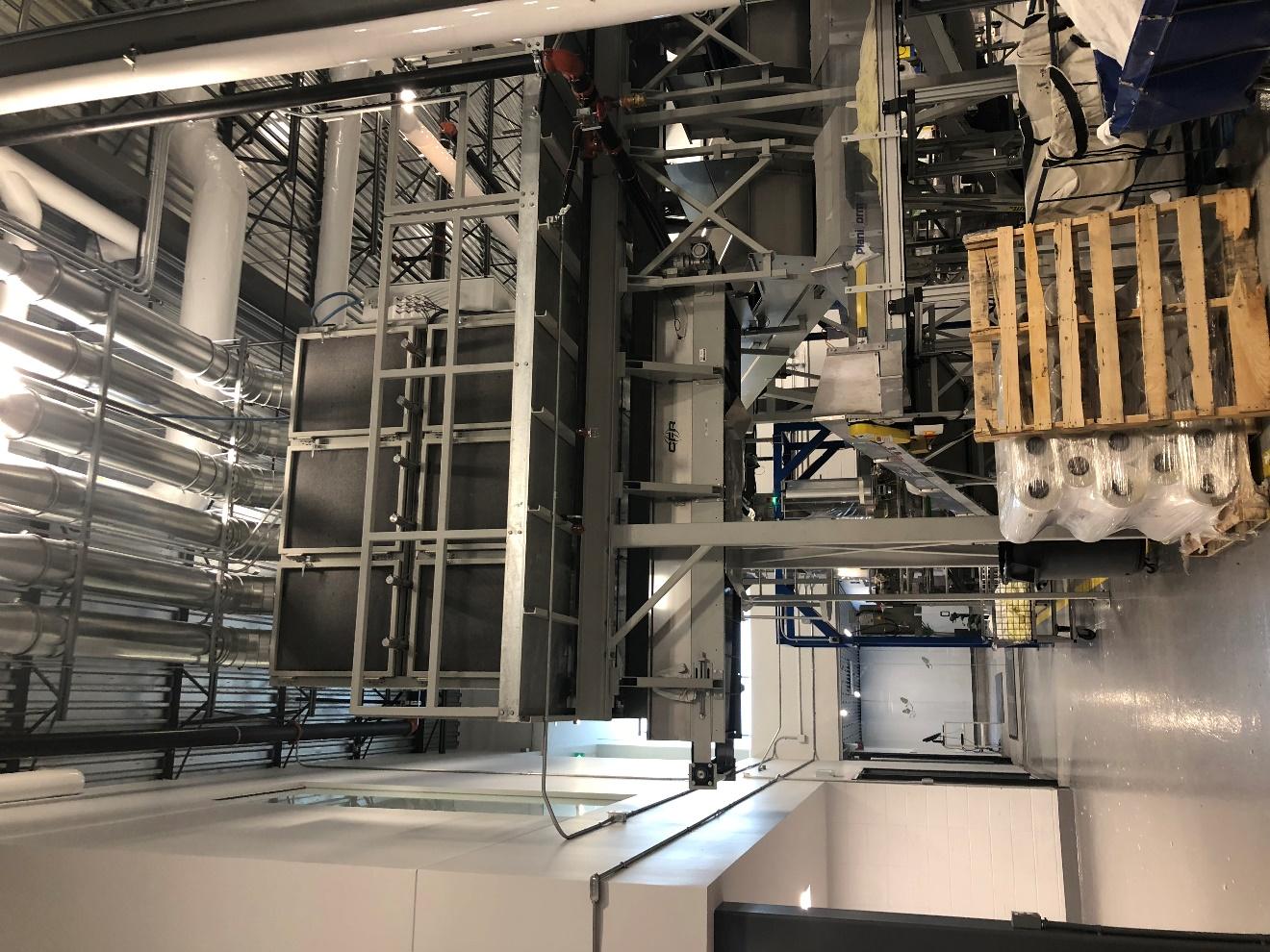
The Solution
The skilled team of design engineers at Capt-Air Inc. had previously developed a unique pneumatic conveying solution for a similar healthcare laundry facility.
Our client came to us to design a customized solution for conveying clean linens from a sorting conveyor at the dryer outlet. The operators feed garment-type dedicated suction hoods that count each piece and pneumatically convey the sorted garments over a hundred feet to an accumulation chamber that creates counted lots of linen that are fed into an automatic bagger.
The system consists of two accumulation chamber modules with 6 accumulation lines each. Each of these is connected to single or dual suction hoods and is specifically dedicated to a garment type. Lot quantities are programmable and the system is self-adaptive to real-time demands, prioritizing discharge to the bagger to avoid congestion at the accumulation chambers.
The system is able to feed to bagging machines at a rate of 10 bags per minute each for a total of 1,000 kg/h of linen and can handle pieces up to 1 Kg in weight.
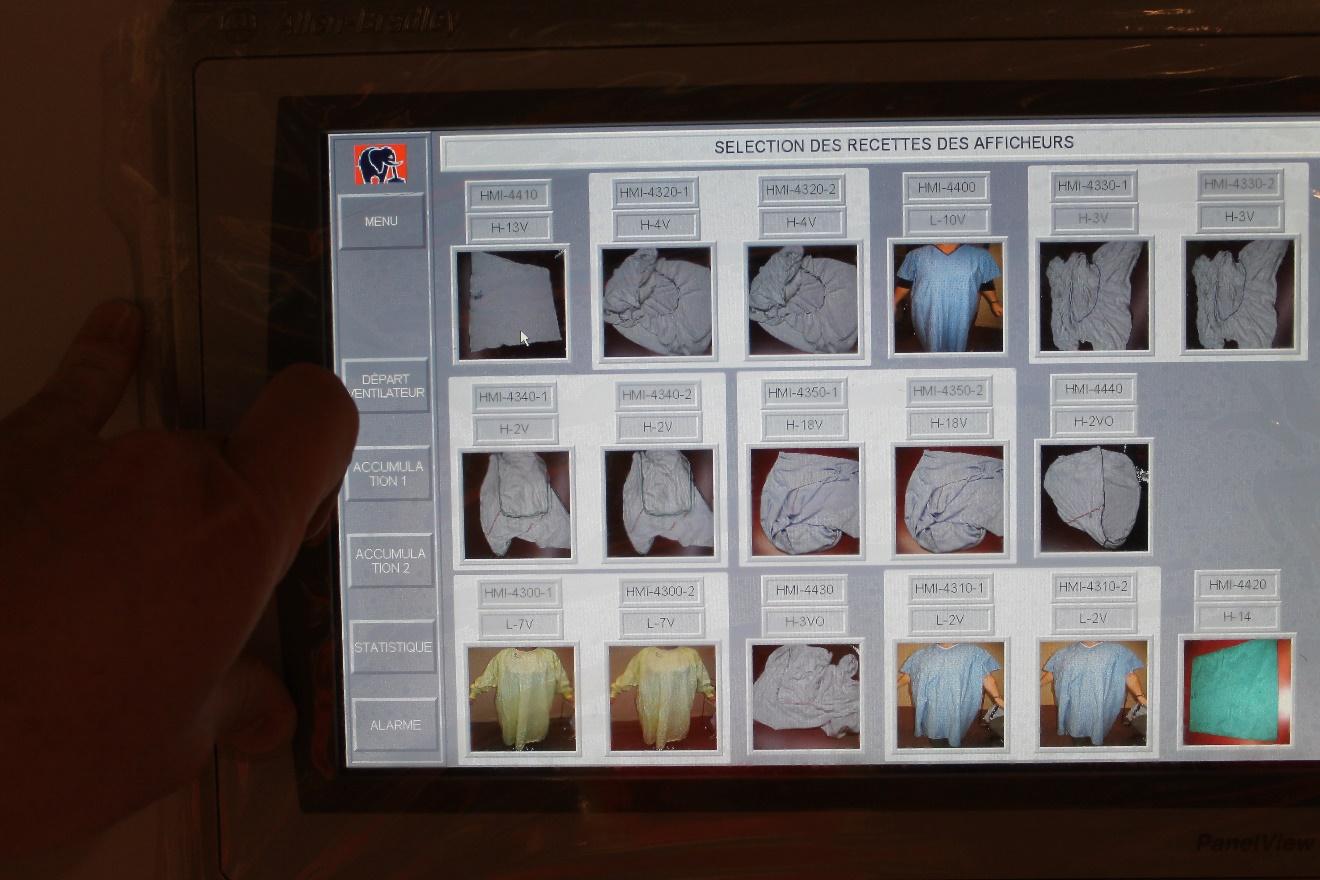
The system is also equipped with statistics and reporting features that are being used for performance metrics by the facility managers.
This system has been in operation since 2019 and has not experienced any downtime to date.
The Equipment
- 12x 10 HP Pressure Blower fans
- 12x 100’ transfer lines with a total of 17 suction hoods and HMI screen at each suction hood showing dedicated garment types and lots counts
- Two accumulation modules with 6 dual accumulation chambers at each with an integral lint air filter
- One central PLC for programming the garment types to be handled at each line, statistic gathering and performance reporting.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Case Study #3
Canadian Primary Metals Miner & Refiner
One of the major Primary Metal industries in Canada, they operate mining and metal refining sites globally.
The Challenge
One of our client’s major metal refining sites generates large loads of metal-concentrated dust that scatters across a large area with 7-floor levels. The dust concentrate has a very high density of over 150 lb/ft3 and is carcinogenic.
Facility operators work in a dirty environment with high levels of dust accumulation, sometimes exceeding one foot in depth in certain areas, which operators try to clean using shovels, which in turn causes back pain because of the high density of the product. This accumulation absorbs luminosity making the production area very dark and uncomfortable to work in.
The plant rents a vacuum truck 4 times a year in order to keep the area at an acceptable cleanliness level. This operation takes several days each time and is costly.
The Solution
Capt-Air inc., with 80 years of experience, designed and installed a centralized high vacuum cleaning system with the required power to clean and pick up large dust piles using vacuum inlets throughout the facility.
The Capt-Air inc. installation team worked for 18 months to install 37 vacuum inlets in the 7-story building using stainless steel Schedule-40 pipes. Each inlet port has a 4’’ diameter.
The operators can use a 2’’ dia. x 25’ long hose with a floor tool attachment to clean the floor or a 4’’ dia. X 100’ hose and tool for picking up stockpiles and conveying them back to the vacuum receiver.
The picked-up metal concentrate is then fed back to a conveyor that recycles it back into the process.
The system can handle up to 13,500 lbs of metal concentrate per hour using a 4’’ hose and tool.
The Equipment
- 1x 50 HP PD Blower Vacuum Package
- 1x 38’’ Dia. Pleated bags Vacuum Filter receiver
- 1x 12’’x12’’ Double Flap Gate Dust discharge valve
- 1x Reversible 12’’ Screw Conveyor to recycle back into the process or a hopper
- 1x each suction hood showing dedicated garment types and lots counts
- One Control panel with local or remote start/stop features
- 1,500 feet of SS304 Schedule 40 Pipes and 37x 4’’ Vacuum inlets with camlocks
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Case Study #4
A Maritime Grain Terminal Along the St. Lawerence Seaway
A maritime grain terminal along the Saint-Lawrence seaway that y handles and stores grain coming from Western Canada through the Great Lakes and the Saint-Lawrence river before loading it for export around the globe.
The Challenge
The facility was built several decades ago. It operates several dust collection systems which require upgrades to safety features for the latest compliance norms.
The Solution
Capt-Air inc., a leader in combustible dust safety in Eastern Canada, was approached to analyze the current installations and work with the client on bringing their different dust collection equipment to the safest possible level.
The added safety features are:
- Addition of explosion rupture panel to NFPA-68 Ed.2018 Explosion venting requirements
- Air Inlet explosion isolation valves meeting the requirements of NFPA-69 Ed.2019
- Dust discharge isolation valves meeting the requirements of NFPA-69 Ed.2019
The Equipment
- Vigilex VD Rupture panels with frames and burst indicators
- Vigilex Vigiflap Back-Draft dampers with Closure and Accumulation sensors
- ATEX VDL HT250 Flex tip Rotary airlocks with explosion isolation test certificate
- Monitoring control panels
- Reinforced ductwork between the dust collector and the Inlet isolation valves
{kind=link}
{kind=link}
{kind=link}